
引擎的分解組裝時,曲軸的軸頸(軸部)與曲軸箱軸承的間隙確認與設定非常重要。間隙可以透過軸頸外徑與軸承內徑的差值來計算,也可以使用稱為「塑膠量規 (Plastigage)」的線狀量規來測量。本文將解說引擎內部間隙的意義與重要性,以及塑膠量規的使用方法與特點。
內容大綱
千分尺+孔徑規怎麼量?透過實際尺寸計算引擎間隙

四缸引擎的上部曲軸箱範例。曲軸由五處軸承座支撐,軸承座內裝有與曲軸主軸頸接觸的軸瓦。這是整體式曲軸的情況,若是組合式曲軸則裝有滾珠軸承,沒有軸瓦。
曲軸與曲軸箱、連桿大端與曲軸、凸輪軸與汽缸頭等,引擎各部位的旋轉零件都設定有適當的間隙。若此間隙小於適當值,則旋轉時的摩擦損失會增加並導致零件磨損;反之,若過大則會產生旋轉時的晃動,成為異音或損壞的原因,因此必須保持在製造商規定的範圍內。
若有機會在維修或翻新等大工程中對引擎進行大修,可以確認這些旋轉零件的間隙,若有需要調整,有時可透過更換零件來處理。屆時,確認現狀是不可或缺的。無論是要縮小或擴大間隙,都必須先了解「現在」的狀況才能繼續進行。
用於了解「軸的外徑」與「軸承的內徑」的測量工具是千分尺與孔徑規。千分尺是測量軸外徑的工具,一般機械式游標卡尺的最小讀取量為0.05mm,而千分尺則可讀取至0.01mm。
相較之下,用於了解軸承內徑的孔徑規,本身無法單獨得知絕對尺寸。簡單來說,它是測量相對於基準尺寸的增減差異的工具。
例如,將孔徑規的基準尺寸設定為32.00mm並插入軸承時,若孔徑規上安裝的百分表顯示為+0.05mm,則可判斷軸承內徑為31.95mm。反之,若百分表顯示為-0.04mm,則軸承內徑為32.04mm。
透過此方法,可計算出「孔徑規測得的軸承內徑-千分尺測得的軸外徑=間隙」。
雖然文字敘述看似簡單,但在實際操作中,孔徑規的使用需要技巧與熟練度,若沒有累積相當的實務經驗,很難獲得正確的測量值。此外,孔徑規本身也不是便宜的工具,對於業餘人士來說,可能無法有效利用而感到棘手。
「塑膠量規」原理是什麼?從壓扁寬度判讀間隙

塑膠量規裝在紙質包裝中,包裝本身印有壓扁寬度與間隙的標示帶。最初為美國製品,間隙以英吋顯示,換算成mm後刻度變得更細。

使用時,根據測量部位用剪刀等剪斷。

擦拭曲軸軸頸與軸瓦表面的灰塵和油污後,安裝塑膠量規。

由於鎖緊力會改變間隙,進而影響量規的壓扁寬度,因此必須以規定扭力鎖緊。同時,測量過程中請注意不要轉動曲軸。
相較於需要千分尺、孔徑規等特殊工具的間隙測量,也有更簡單的測量間隙的工具,那就是塑膠量規。
塑膠量規是將專用樹脂製成線狀的物品,放置在欲測量部位後組裝零件,透過鎖緊扭力使其壓扁的寬度來判定間隙。與千分尺+孔徑規的測量方法有以下差異:
●千分尺+孔徑規
・分別測量軸的外徑(千分尺)與軸承的內徑(孔徑規)
・從兩者差值計算間隙
・測量精度高,可達μm(微米)等級
・透過測量多個點,可掌握真圓度與偏磨損
●塑膠量規
・在實際組裝零件的狀態下確認實際間隙
・以壓扁寬度這個類比指標來判讀
・精度約為±0.01~0.02 mm
・只能測量一個點,掌握局部間隙
也就是說,即使是測量相同的「間隙」,兩者的做法也根本不同。
此外,塑膠量規需要根據要測量的間隙大小來選擇使用不同尺寸的量規。因為若在間隙大的地方放入細的量規,則無法充分壓扁;若在間隙小的地方放入粗的量規,則會過度壓扁而降低準確性。
本次使用的塑膠量規有三種依測量範圍區分的產品,各產品的測量範圍如下:
綠色:0.025~0.076 mm
紅色:0.051~0.152 mm
藍色:0.102~0.229 mm
從這些規格差異可以看出,使用塑膠量規測量間隙的前提是必須先確認維修手冊中的基準間隙。此外,若要拆解引擎進行大修,維修手冊是必備的。
在此進行測量作業的引擎,曲軸主軸頸(軸部)與主軸頸軸瓦之間的間隙標準值為0.014~0.038mm,使用極限值為0.08mm,因此可以使用綠色塑膠量規進行測量。
另外,連桿大端軸瓦與曲軸銷的間隙標準值為0.035~0.059mm,使用極限值為0.10mm,因此也可使用綠色量規對應。
用塑膠量規測出間隙過大怎麼辦? 軸瓦更換與調整重點

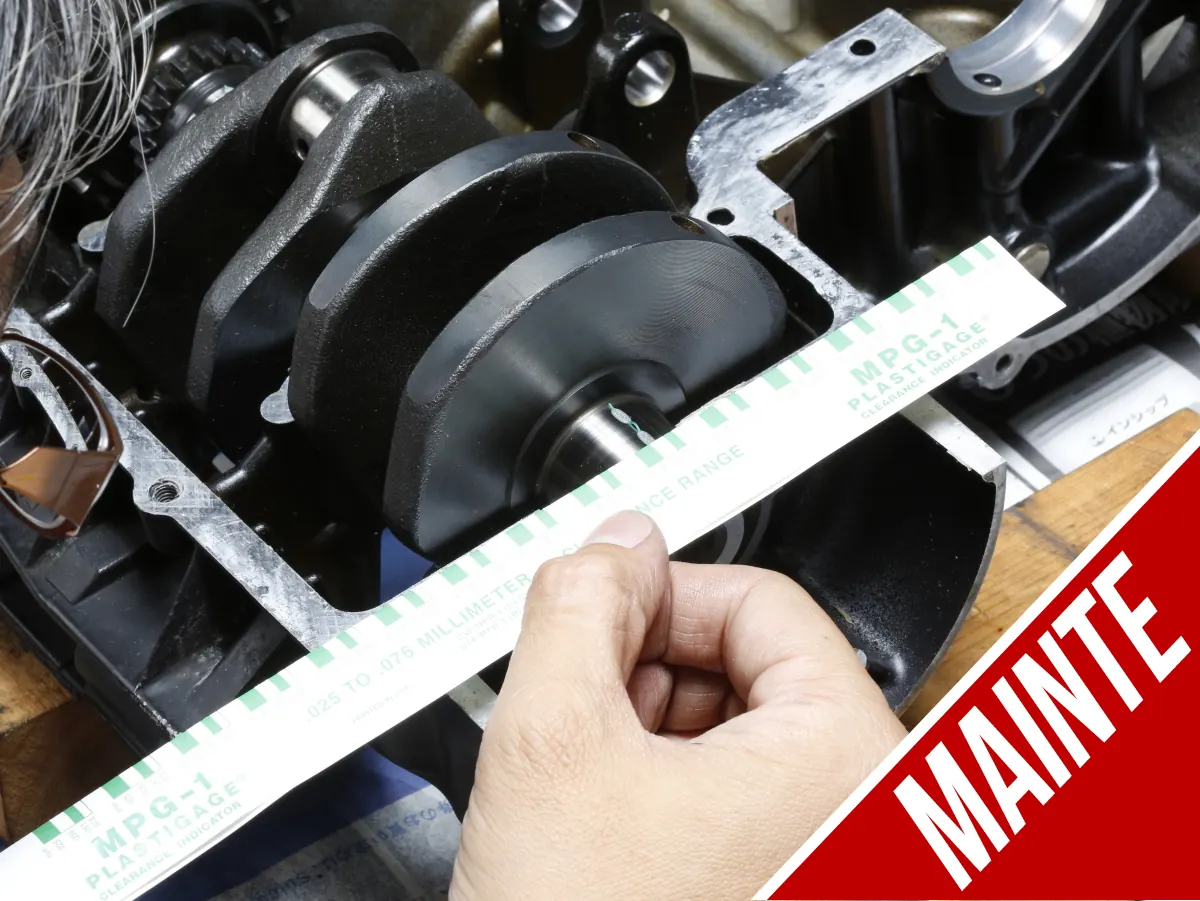
均勻地鬆開固定螺栓,並從正上方取出量規以免刮傷,然後參考包裝上的量規讀取間隙。

塑膠量規的間隙越窄,壓扁的寬度越寬。此引擎的標準間隙為0.014~0.038mm,使用極限值為0.08mm。從圖中可見,壓扁寬度介於0.038mm與0.076mm的標示帶之間,表示間隙值介於0.038mm與0.076mm之間。雖然已超出標準值0.014~0.038mm的上限,但仍未達到使用極限值0.08mm。若要掌握間隙的絕對值,則需要千分尺+孔徑規。

在此引擎的情況下,製造商在組裝新車時,會根據曲軸箱主軸承座內徑與曲軸主軸頸外徑的組合,從厚度不同的三種軸瓦中選擇最適合的。若行駛距離增加導致測量出的間隙超過使用極限,若有比現有軸瓦更厚的零件,則有可能縮小間隙。

軸瓦的厚度可透過側面的塗漆標記來判別。在此引擎的情況下,藍色軸瓦是三種中最厚的;黑色軸瓦則表示中間厚度。若現狀為黑色軸瓦且間隙較大,更換為較厚的藍色軸瓦後,內徑會變小,間隙也會縮小。
將塑膠量規安裝在軸部並以指定扭力鎖緊軸承後,量規會被壓扁。透過將此壓扁寬度與塑膠量規包裝上印刷的線條寬度進行比對,即可判定間隙。
壓扁的量規寬度與印刷的寬度是否一致,有時是運氣問題,實際上無法得知0.001mm等級的實際間隙。若壓扁寬度介於0.038mm與0.051mm的標示帶之間,則間隙大致在0.051mm至0.038mm之間,例如約0.04mm左右。
相較於千分尺+孔徑規可在圓周上多個點進行測量,塑膠量規只能測量量規壓扁的部分,也就是一個點的間隙。若在軸頸或軸瓦上附著異物,並在附著處進行測量,則可能得出比平均間隙更窄的結果。此外,油膜厚度也可能影響測量值,因此使用塑膠量規測量時,應擦拭乾淨油污並在乾燥狀態下進行操作。
引擎各部位隨著行駛里程增加會逐漸磨損,間隙也會隨之擴大。那麼,當間隙擴大到超過使用極限時,該如何處理呢?
根據車型和年代,零件供應情況有所不同,但曲軸主軸頸或連桿大端部安裝的「軸瓦」有不同厚度的規格。這是為了在新車組裝時,修正大量生產的曲軸主軸頸外徑與曲軸箱主軸承座內徑的公差,以調整間隙的零件,在大修或維修時也會使用。
軸瓦的種類和厚度也需要參考維修手冊,但透過使用比測量時使用的規格更厚一級或兩級的軸瓦,可以縮小間隙。然而,若因主軸頸或曲軸銷表面的硬質鍍鉻層剝離等曲軸側的問題導致間隙擴大,則需要更換曲軸,而非僅更換軸瓦。
此外,像凸輪軸那樣,若凸輪座沒有軸瓦而是由汽缸頭直接支撐,若間隙擴大的原因是凸輪座側,則可能需要更換汽缸頭。
塑膠量規適合哪些情況?DIY維修與引擎大修的實用性分析

連桿大端軸承的間隙也可使用塑膠量規測量。與曲軸相比,連桿在測量時更容易移動,因此請固定好連桿,然後鎖緊蓋螺母。

連桿大端軸瓦的間隙為0.035~0.059mm,與塑膠量規包裝上的標示對照,幾乎與0.038mm的標示帶寬度一致,可判斷為標準值中的下限,也就是目前磨損為零。
對於業餘技師或自行維修者來說,在測量引擎旋轉零件的間隙時,是選擇千分尺+孔徑規還是塑膠量規,可以根據購買工具所需的費用和使用頻率來判斷。
進行精密間隙測量需要千分尺+孔徑規,但兩者加起來可能就要一萬日圓以上,若「機車人生中只用一次」的話,那麼一千多日圓就能買到的塑膠量規也已足夠實用。
那麼,兩者測量方法得出的間隙值會一致嗎?結論是,並不完全一致,但在適當範圍內應該會接近。產生差異的原因如下:
1:測量條件的差異
・千分尺+孔徑規是在無負載狀態下的單獨測量
・塑膠量規是在施加鎖緊扭力的實際狀態下測量
・即使以適當扭力鎖緊,鎖緊也可能影響變形
2:測量位置的差異
・孔徑規可以改變測量位置,得知平均值或最小值
・塑膠量規只能得知量規壓扁的部分=局部間隙
3:解析度的差異
・千分尺+孔徑規可透過計算得出0.01mm等級的數值
・塑膠量規是透過印刷的標示帶寬度進行目視比較
若追求精度,千分尺+孔徑規是首選,但機車製造商設定的標準值本身就有一個範圍。此引擎的主軸頸與軸瓦的間隙標準值為0.014~0.038mm,有0.024mm的範圍,使用極限值為0.08mm,因此從標準值上限到使用極限值也有0.042mm的餘裕。
另一方面,從塑膠量規(綠色)的包裝上印有四種線寬,其範圍為0.025~0.076mm。從兩者的關係來看,若在此使用的塑膠量規的壓扁寬度落在其測量範圍內,且間隙值未超出使用極限,則可判斷無需更換軸瓦。
若目標是統一所有軸瓦的間隙(雖然極難統一,但盡量使其接近),或是為了減輕摩擦損失而盡可能擴大間隙等明確目標時,可測量實際尺寸的千分尺+孔徑規具有更高的可靠性且非常實用,但對於一般保養來說,塑膠量規也已足夠實用。
使用塑膠量規進行間隙測量,是提升對引擎好奇心和探究心的一項有趣工作,但曲軸、連桿、凸輪軸的磨損大多源於機油管理不善。為了避免在引擎維修過程中需要進行間隙測量,平時勤於更換機油非常重要。
- 重點1・曲軸、凸輪軸等旋轉零件的軸部必須有適當的間隙
- 重點2・間隙的測量方法有千分尺+孔徑規,以及使用塑膠量規
- 重點3・塑膠量規是透過線狀樹脂的壓扁程度來判定間隙










































